
Ray Karadayi's abstract details integrating blue light laser sensors within manufacturing systems for precise, fast data collection and metrology tasks, enabling adaptive manufacturing through real-time feedback to enhance quality and reduce costs.

Ray Karadayi's paper discusses innovations in machine tool in-process measurement, emphasizing metrology close loops for high precision and cost-efficient manufacturing. It covers the integration of CAD-based measurement software with machine tool controllers, enabling CMM-style measurement capabilities directly within the manufacturing process.

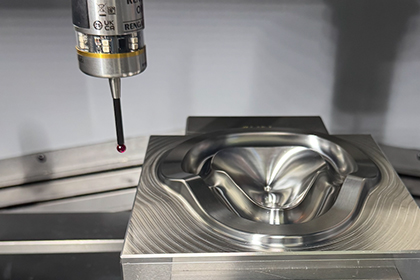
In-Process Measurement of Die & Mold by Ray Karadayi at Applied Automation Technologies focuses on integrating metrological analysis within manufacturing cycles for high precision parts. Utilizing on-machine probing and software like CAPPS-NC, this approach offers direct feedback and automated adjustments in manufacturing, enabling high-volume production efficiency.
The article highlights how on-machine probing and adaptive manufacturing with metrology feedback ensure precision and efficiency by enabling real-time corrections during the manufacturing process, thereby minimizing errors and enhancing process control.

This article discusses the integration of metrology data automation in machining centers to enhance smart manufacturing. It highlights the significance of on-machine probing in creating self-correcting systems that improve precision, minimize human error, and reduce manufacturing costs by facilitating real-time adjustments and feedback.

Discover how to transform your machining process into a Smart Machining Process with AAT3D and CappsNC software.

Smart manufacturing uses integrated, real-time systems to improve factory efficiency and customer satisfaction. It digitizes measurement data on machine tools and shares it with all devices, optimizing data quality and reducing human intervention. This minimizes errors and costs, ensures dimensional accuracy through closed-loop feedback, and reduces human error. The goal is a seamless, adaptive environment that maximizes productivity and minimizes costs.

AAT3D's CappsNC enhances Industry 4.0 by performing CMM tasks directly on NC machines using a dedicated PC connected via Ethernet. It creates on-machine measurement programs in DMIS, calculates results compliant with ISO and ANSI standards, and provides real-time feedback to improve processes proactively. By converting metrology data into machining parameters, CappsNC enables adaptive machining, minimizing costs and efforts while ensuring quality and efficiency.

